
Heute soll es um den V-Kreisdurchmesser gehen. Es wird höchste Zeit. In meinem letzten Blog-Beitrag (Messvergleich MdK) habe ich Ihnen den V-Kreis einfach so „untergeschoben“, ohne ihn weiter zu erklären. Deshalb hole ich jetzt nach, was ich bisher versäumt habe: Ich erkläre, was der V-Kreisdurchmesser ist.
V wie Profilverschiebung
„V wie Profilverschiebung“? – Klingt komisch, ist aber so. Das „V“ kommt von Verschiebung. Aber fangen wir vorne an.
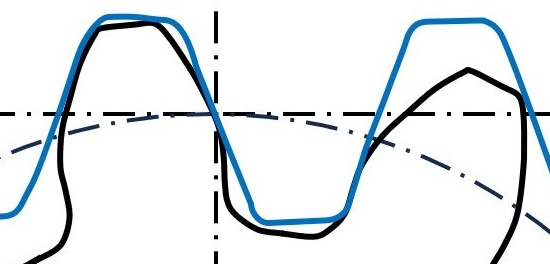
Am einfachsten lässt sich der Sachverhalt erklären, am Beispiel des abwälzenden Fertigungsverfahrens. In unserem Beispiel hat das Werkzeug die Form einer Zahnstange (s.u. in blau).
Wer mehr über die verschiedenen spanenden Fertigungsverfahren erfahren möchte, dem empfehle diese sehr gute Webseite: tec-science.com (Herstellung von Zahnrädern).
Das Werkzeugprofil, wird auch Bezugsprofil genannt, da es die Basis für das zu fertigende Zahnrad ist. Bei der spanenden Fertigung wie oben dargestellt, wälzt das Werkzeug auf dem zu fertigenden Zahnrad ab, entlang der Profilbezugslinie (s.o. strich-punktierte Linie entlang des Zahnstangenprofils). Im Normalfall (Profilverschiebung = 0.0) wälzt das Zahnrad mit seinem Teilkreis auf der Profilbezugslinie des Werkzeugs ab. Die Profilbezugslinie der Zahnstange ist vergleichbar zum Teilkreisdurchmesser des Zahnrades. Sie ist definiert als die Gerade, auf der Zahndicke und Lückenweite der Zahnstange gleich groß sind (vgl. DIN 867).
V-Kreis bei Profilverschiebung
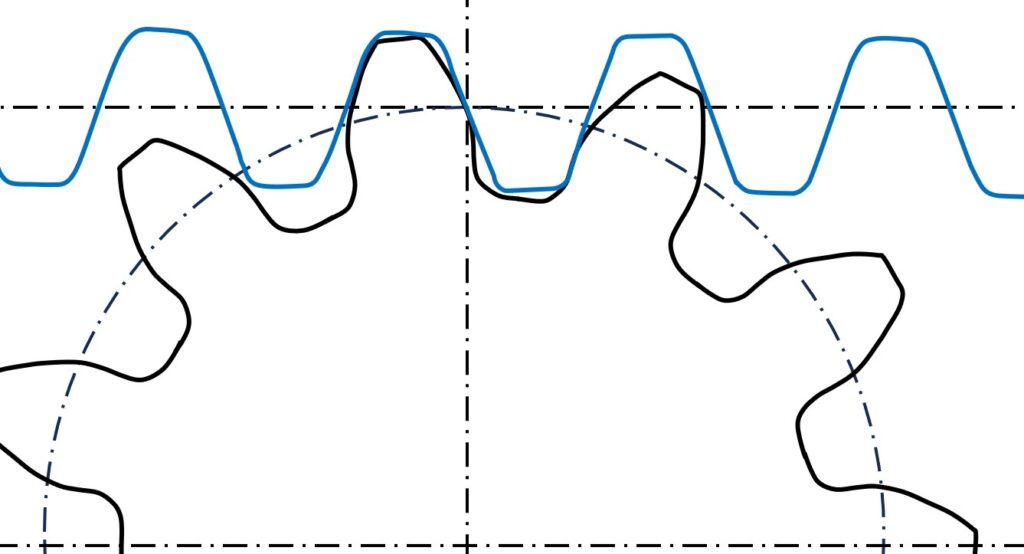
Ist die Profilverschiebung ungleich Null, dann wird das Werkzeug vom Werkstück abgerückt (= positive Profilverschiebung) bzw. näher an das Werkstück herangerückt (= negative Profilverschiebung).
Wie im obigen Bild erkennbar, wälzt die Profilbezugslinie jetzt nicht mehr auf dem Teilkreis ab.
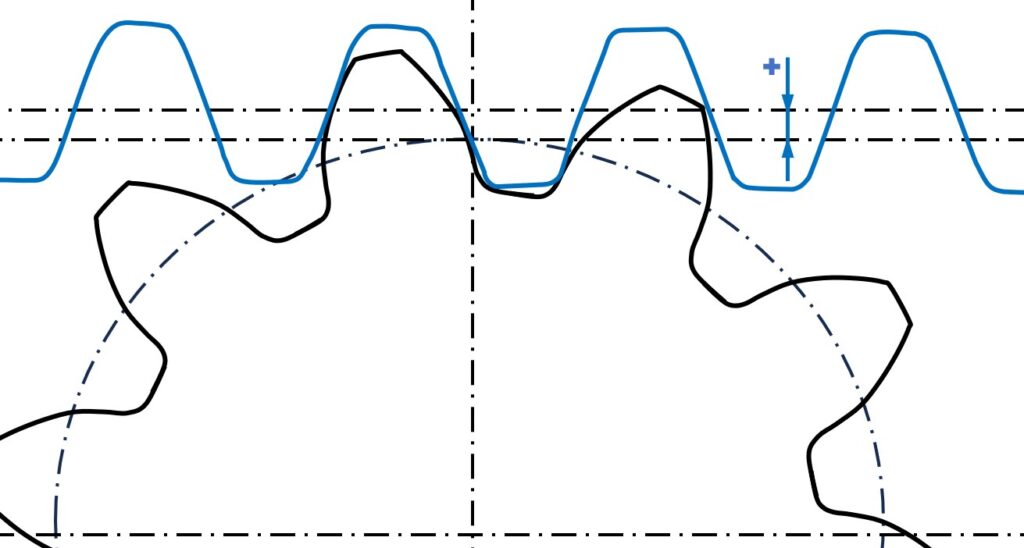
Das Werkzeug wälzt nun auf dem V-Kreis ab (s.u.).
Der V-Kreisdurchmesser berechnet sich folgendermaßen:
d_v = d + 2*x*m_n
Mit d = Teilkreisdurchmesser, x = Profilverschiebungsfaktor, m_n = Normalmodul.
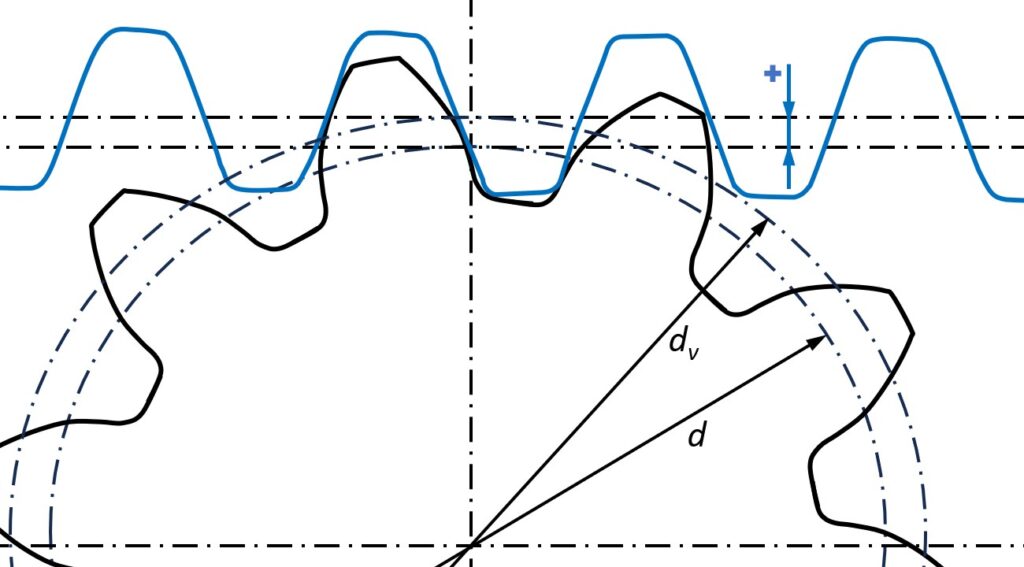
Während der Teilkreis sich nicht verändert, vergrößert bzw. verkleinert sich der V-Kreisdurchmesser mit der Profilverschiebung (hier: Profilverschiebungsfaktor „x“).
Auswirkung der Profilverschiebung
Die Evolvente verändert sich durch die Profilverschiebung nicht. Für die Zahnflanke wird lediglich ein anderer Abschnitt der Evolvente verwendet. Über die Profilverschiebung können Eigenschaften der Verzahnung beeinflusst werden. Die Tragfähigkeit erhöht sich durch eine größere Zahndicke. Das Geräuschverhalten verbessert sich durch eine höhere Überdeckung.
Flanke verschiebt sich
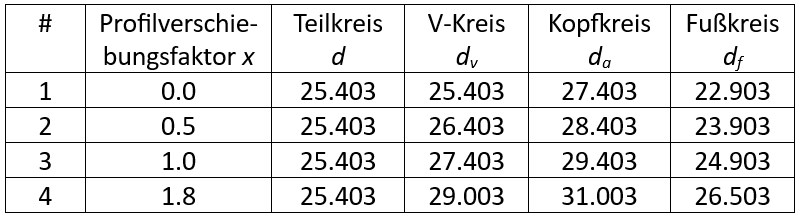
Kopf- und Fußkreisdurchmesser ändern sich ebenfalls mit der Profilverschiebung. Das heißt, dass sich die Flanke durch die Profilverschiebung in einen anderen Durchmesserbereich verschiebt. Während der V-Kreisdurchmesser „mitwächst“ bleibt der Teilkreisdurchmesser konstant. Bei großen Werten für die Profilverschiebung kann es sein, dass der Teilkreisdurchmesser dadurch außerhalb der Verzahnung liegt (z.B. nachgeschliffenen Verzahnungswerkzeugen). Der V-Kreisdurchmesser bleibt immer innerhalb der Verzahnung und liegt ungefähr in der Mitte zwischen Kopf- und Fußkreisdurchmesser (s.u. Tabelle).
Fazit
Deshalb ist die Unterscheidung zwischen Teilkreis- und V-Kreisdurchmesser wichtig. Wie bereits im Artikel „Messvergleich MdK“ beschrieben, soll die Messkugel bei der MdK-Messung in der Nähe des V-Kreises die Flanke berühren. Da der V-Kreis immer ziemlich mittig zwischen Kopf- und Fußkreisdurchmesser liegt, ist gewährleistet, dass die Messung im evolventischen Bereich der Flanke erfolgt.
Eine Antwort auf „V-Kreisdurchmesser“
[…] auf die Zahnradgeometrie abgestimmt sein. Ziel ist, dass die Kugeln die Flanken in der Nähe des V-Kreises berühren. Diese Anforderung ist bereits abgeschwächt worden, denn eigentlich sollten die Kugeln […]