
Das Messprotokoll dokumentiert die Qualität der gemessenen Verzahnung. Die Qualität bestimmt sich über die größten Abweichungen. In Bezug auf die Zahndicke sind auch die Kleinstmaße wichtig. Diese werden über das Toleranzband mit oberem und unterem Abmaß bewertet.
Das Verzahnungsmessprotokoll enthält zusätzlich Mittelwerte für einzelne Abweichungen. Warum?
Wozu der Mittelwert?
Mittelwerte sind nicht toleriert. Sie geben also keine Aussage über die Qualität. Mittelmaß und Durchschnittlichkeit gelten als negative Begriffe. Das Sprichwort: „Bei Krankheit oder Not ist der Mittelweg der Tod.“ rät vom Mittelweg ab.
Warum wird der Mittelwert im überhaupt Protokoll angegeben? Welche Aussagekraft hat der Mittelwert?
Abweichungen an der Verzahnung können viele verschieden Ursachen haben: Werkzeug, Aufspannung, Schwingungen usw. Die Ursachen führen zu überlagerten Abweichungen. Das Verzahnungsprotokoll soll uns Informationen an die Hand geben, damit wir diese Ursachen erkennen und beheben können. Deshalb wird der Mittelwert als zusätzliche Information ausgegeben.
Alternierende Abweichungen
Alle Abweichungen schwanken in der Regeln etwas. Es gibt jedoch Abweichungen, die je nach Lage des gemessenen Zahnes größer oder kleiner sind. Ihr Wert ändert sich alternierend, d.h. er schwankt von Plus, zu Minus, wieder zu Plus, zu Minus usw. Die Abweichungen folgen damit einem Muster, vergleichbar den Werten einer Sinuskurve.
Zu diesen Abweichungen gehören die Profil– und Flankenlinien-Winkelabweichungen und die Zahndicke. Diese Schwankungen haben ihre Ursache in einer Exzentrizität oder einem Taumel der Radachse. Wie erkennen wir das im Verzahnungsprotokoll?
Anzeichen im Protokoll
Alternierende Abweichungen für Profil- und Flankenlinien-Winkelabweichung sind an verschiedenen Merkmalen im Protokoll erkennbar:
- Neigung der Abweichungskurve in den Diagrammen
- Wert der Abweichung der gemessenen Flanken
- Mittelwert der Winkelabweichungen
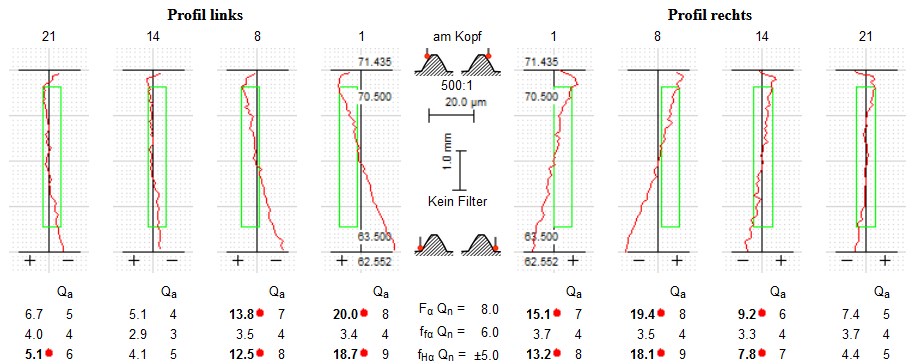
Am ehesten ist dies erkennbar, wenn Profil und Flankenlinie an vier Zähnen gemessen werden, die jeweils um 90° versetzt sind. Die Neigung der Abweichungskurven und die Werte für die Winkelabweichungen kann man am besten vergleichen, wenn man diese vier Zähne auf einer Protokollseite nebeneinander darstellt.
Virtuelle Verzahnung
Fangen wir zunächst mit einem einfachen Fall an. Wir nehmen eine ideale Verzahnung, d.h. sie hat keine Abweichungen. Alles ist so wie es sein soll. An dieser Verzahnung versetzen wir die Radachse etwas, um eine Exzentrizität herbeizuführen. Alle Abweichungen, die wir sehen, kommen einzig und allein aus der exzentrischen Achse. Wir haben keine Formabweichung, keine Winkelabweichungen aus dem Werkzeug. Es überlagern sich keine Abweichungen.
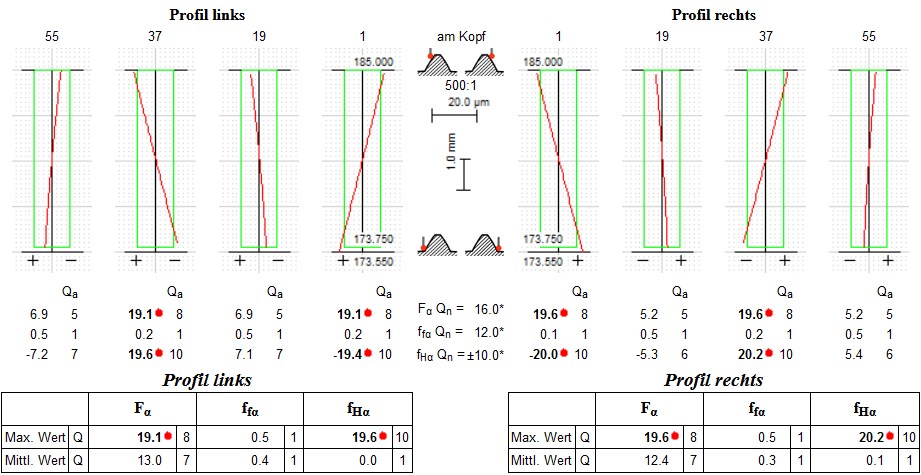
In den obigen Messschrieben kann man die Neigung, die sich von Zahn zu Zahn ändert, gut erkennen. Die Zahlenwerte für die Profil-Winkelabweichung (fHa) sind ebenfalls eindeutig:
- Die Werte für Zahn 1 (liegt auf 0°) und Zahn 37 (liegt auf 180°) sind fast identisch, nur das Vorzeichen ändert sich.
- Das gleiche gilt für Zahn 19 und Zahn 55.
- Der Mittelwert für die Profil-Winkelabweichung ergibt sich zu nahezu Null, da sich die Abweichungen ausgleichen.
Kennt man die Zusammenhänge, kann man sofort eine exzentrische Radachse als Ursache bestimmen. Leider überlagern sich in der Realität mehrere Ursachen. Schauen wir uns ein weiteres Beispiel an.
Reale Verzahnung
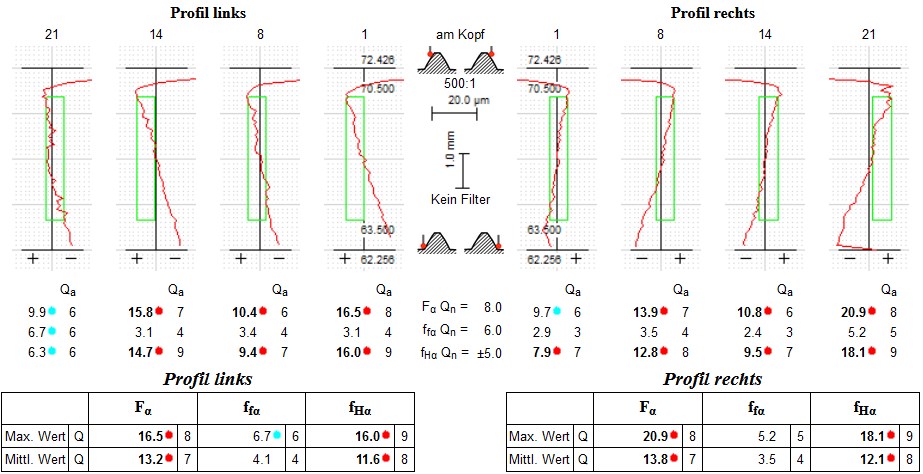
Die Interpretation der Abweichungen an einer virtuell gemessenen Verzahnung ist einfach (s.o.). Schauen wir uns Ergebnisse einer realen Verzahnungsmessung an:
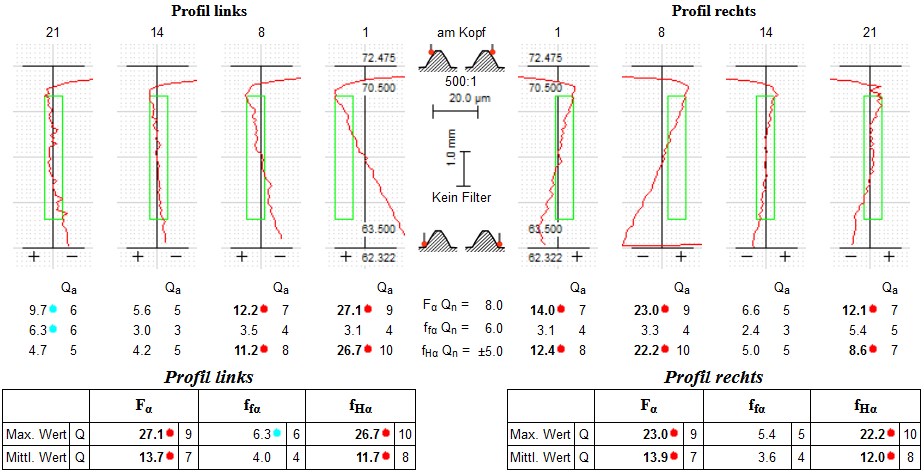
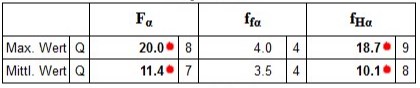
Was sagt uns der obige Auszug aus einem Protokoll? Auf den ersten Blick sehen wir nur, dass bei einzelnen Flanken die Toleranz überschritten ist (s. rote Markierungen). Die Winkelabweichungen wechseln jedoch nicht zwischen positiv und negativ. Die Werte für die Winkelabweichungen unterscheiden sich zwar von Flanke zu Flanke. Es ist aber kein Muster zu erkennen. Also, keine Exzentrizität? – Aber da ist ja noch der Mittelwert der Winkelabweichung!
Aussage des Mittelwertes
Der Mittelwert für die Profil-Winkelabweichung ist nicht Null, wie bei der virtuellen Messung. Er ist jedoch deutlich kleiner als die größte Winkelabweichung (s. Max. Wert). Diese große Differenz deutet auf eine Exzentrizität hin, die die Winkelabweichungen beeinflussen.
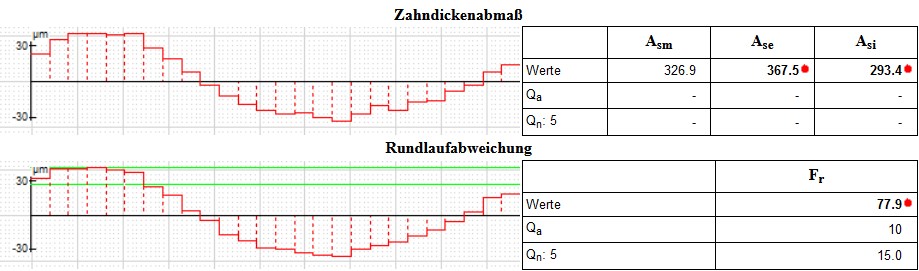
Ein zusätzlicher Blick auf die Diagramme für die Zahndickenabweichung (As) und den Rundlauf (Fr) bestätigt diese Annahme. Beide Messkurven zeigen einen sinusförmigen Verlauf, der ebenfalls auf eine Exzentrizität hindeutet.
Auswertung mit Exzenterkorrektur
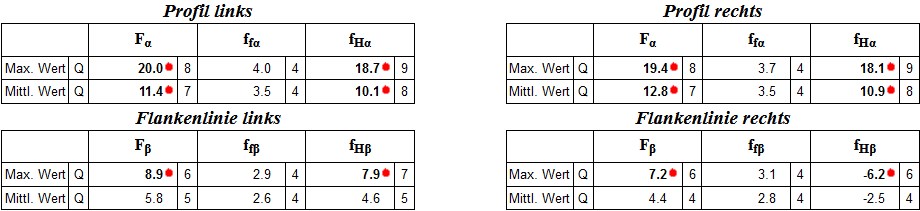
Wir korrigieren jetzt die exzentrische Lage der Achse und schauen, wie sich dies auf die Abweichungen auswirkt:
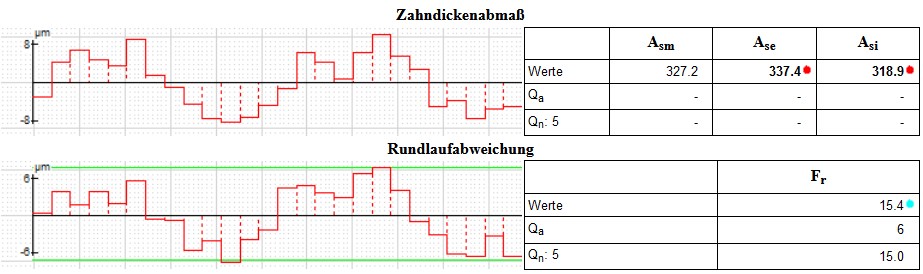
Durch die Exzenterkorrektur verkleinert sich die Rundlaufabweichung deutlich (Fr reduziert sich von 77,9 auf 15,4 Mikrometer). Auch die Schwankung der Zahndickenabweichung reduziert sich deutlich. Anmerkung: Ganz eliminieren lässt sich bei dieser Verzahnung der Rundlauf nicht. Der Restbetrag wird durch eine Unrundheit verursacht.
Bei den Profilabweichungen fällt auf, dass der Verlauf aller gleichnamigen Flanken sehr ähnlich ist. Dies lässt auf einen Fehler im Eingriffswinkel des Werkzeugs schließen. Die Werte der Profil-Winkelabweichung schwanken nur noch um ca. 10 Mikrometer. Vorher lag die Schwankung bei ca. 22 Mirkometer.
Der Mittelwert für die Profil-Winkelabweichung ist quasi stabil geblieben. Das zeigt, dass der Mittelwert unempfindlich gegenüber Abweichungen ist, die durch eine Exzentrizität erzeugt werden. Deshalb kann dieser Parameter genutzt werden, um den Fertigungsprozess zu korrigieren.
Flankenabweichungen allgemein
Wie bereits ausführlich besprochen, führt eine Exzentrizität zu alternierenden Werten bei der Profil-Winkelabweichung und bei der Zahndicke.
Die Flankenlinie kann ebenfalls alternierende Abweichungen aufweisen. Diese werden durch einen Taumel der Radachse verursacht. Der Mittelwert der Winkelabweichung kann ebenso wie beim Profil für die Analyse und die Korrektur des Fertigungsprozesses herangezogen werden.
Voraussetzung
Eine wichtige Voraussetzung für die o.g. Verwendung des Mittelwertes ist die Wahl der gemessenen Zähne. Die Zähne müssen gleichmäßig über das gesamte Zahnrad verteilt gemessen sein. Also
- 4 Zähne messen, d.h. ein Zahn alle 90°
- oder 6 Zähne messen, d.h. ein Zahn alle 60°,
- oder z.B. alle Zähne messen.
Nur dann zeigt der Mittelwert ausgeglichene Werte für die Winkelabweichung.
Nehmen wir das unser erstes Beispiel, die virtuelle Messung mit Exzentrizität. Messen Sie 4 Zähne, die gleichmäßig über den Umfang verteilt sind, ergibt sich für die Profil-Winkelabweichung der Mittelwert = 0.0 Mikrometer. Messen Sie jedoch vier Zähne, die alle direkt nebeneinander liegen, ergibt sich das folgende Bild:

- Die Kurven sehen alle fast identisch aus.
- Die Werte für die Winkelabweichung sind ebenfalls fast identisch.
- Mittelwert und max. Wert sind fast identisch.
Man könnte also davon ausgehen, dass die Abweichungen durch einen falschen Eingriffswinkel am Werkzeug verursacht wurden. Das ist eine Fehlannahme!
Das falsche Bild entsteht einzig und allein dadurch, dass vier direkt nebeneinander liegende Zähne gemessen wurden.
Fazit
Der Mittelwert ist zwar nicht toleriert, er ist trotzdem hilfreich. Er kann im Falle der Winkelabweichungen für die Analyse der Messergebnisse und die Korrektur des Fertigungsprozesses herangezogen werden. Beachten Sie dabei, dass die zu messenden Zähne so ausgewählt werden, dass sie gleichmäßig über die Verzahnung verteilt liegen. Ansonsten verliert der Mittelwert seine Aussagekraft.