
In den letzten Monaten sind wir die verschiedenen Einflüsse im Detail durchgegangen. Aber nicht alle Einflüsse sind gleich „wichtig“. Was heißt das?
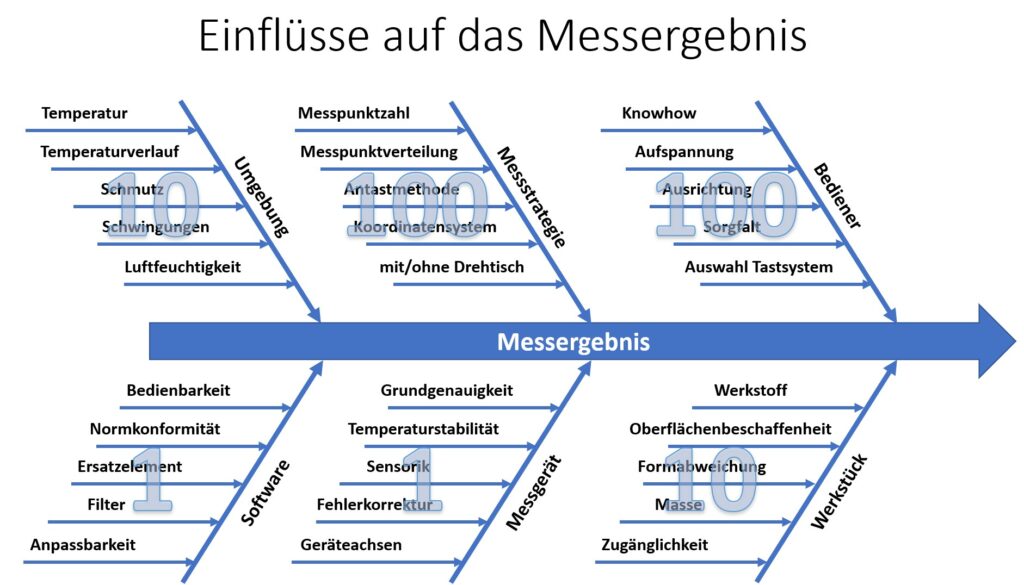
Es gibt Einflüsse, die haben eine größere Auswirkung auf das Messergebnis. Soll heißen, der Betrag ist größer, um den sich das gemessene Messergebnis vom korrekten Messergebnis unterscheidet. Im obenstehenden Bild ist dies durch die Gewichtungsfaktoren 1, 10 und 100 dargestellt.
Gehen wir die Kandidaten aus dem „Fischgräten“-Diagramm einmal durch.
Gewichtung der Einflüsse
Faktor 1
Den geringsten Einfluss hat das Messgerät und die dazugehörige Software: Faktor = 1. Das ist schon einmal eine gute Nachricht. Auf das Messgerät ist also Verlass. Vorausgesetzt ist, dass es ist das passende Messgerät für die Messaufgabe. Gehen wir von einem Koordinatenmessgerät (kurz: KMG) als Messgerät aus, dann kann man den Faktor annähernd 1:1 in Mikrometer übertragen. Ein Standard-KMG hat eine Antastabweichung von ca. 2 Mikrometer.
Faktor 10
Der nächste Faktor ist 10. Die Kategorien „Umgebung“ und „Werkstück“ gehen mit diesem Faktor ein. Die Umgebungsbedingungen beeinflussen Messgerät und Werkstück. Das Werkstück selber ist die Quelle für die Messwerte. Jede Unsicherheit, die vom Werkstück kommt, schlägt sich deutlich im Messergebnis nieder.

Faktor 100
Die Kategorien „Bediener“ und „Messstrategie“ gehen sogar mit dem Faktor 100 ein. 100 ist eine ziemliche Hausnummer. Eine schlecht gewählte Messstrategie kann zu völlig falschen Messergebnissen führen.
Wir reden hier nicht nur von einzelnen Mikrometer, sondern von Abweichungen im Bereich von zehntel oder sogar hundertstel Millimeter. Diese Abweichungen überschreiten In der industriellen Koordinatenmesstechnik in der Regel die vorgegebenen Toleranzen. Das führt dazu, dass die Aussage nicht korrekt ist, ob ein Maß „in Toleranz“ ist.
Der Einfluss des Bedieners führt zu ähnlich großen Abweichungen wie die Messstrategie. Sein Einfluss ist aus meiner Sicht jedoch noch deutlich größer. Warum?
Der Bediener beeinflusst alle anderen genannten Faktoren. Er ist verantwortlich für den Zustand des Messgerätes und des Werkstücks, für die vorhandenen Umgebungsbedingungen, für die Wahl der Messstrategie. Der Bediener kann also alle Einflüsse beeinflussen – im positiven wie im negativen Sinne!

Ausbildung
Aus diesem Grunde ist ein gut ausgebildeter Messtechniker das A und O, um korrekte und verlässliche Messergebnisse zu erhalten. Leider gibt es den Ausbildungsberuf des Messtechnikers nicht. Oder soll ich sagen „nicht mehr“? In der ehemaligen DDR war dies anders. Dort gab es den „Facharbeiter für Qualitätskontrolle“ als Ausbildungsberuf. Leider war man während der deutschen Wiedervereinigung wohl der Meinung, dass er nicht benötigt wird und hat ihn deshalb abgewickelt. Der Ausbildungsberuf des Messtechnikers könnte die Grundlagen vermitteln, die für diese wichtige Aufgabe notwendig sind. Heutzutage ist das Gros der Messtechniker ausgebildete Mechaniker oder Techniker. Sie wurden angelernt oder mussten sich die Grundlagen der Koordinatenmesstechnik selber beibringen.

AUKOM e.V.
Diesem Problem hat man sich vor einigen Jahren gestellt und es wurde der Verein „Ausbildung Koordinatenmesstechnik e.V.“ (kurz: AUKOM) gegründet. Partner aus Hochschule und Industrie haben ein Ausbildungskonzept für die Koordinatenmesstechnik erarbeitet.
AUKOM stellt ein geräteneutrales Ausbildungskonzept für die Koordinatenmesstechnik inklusive Abschlussprüfung und Zertifikat zur Verfügung. Diese Seminare werden von qualifizieren Trainern bei verschiedenen Messtechnik-Unternehmen durchgeführt (siehe: https://www.aukom.info/anbieter.html). Dadurch dass die Seminare geräteneutral gehalten sind, ist man in der Wahl des Schulungsunternehmens frei.
Die Seminare haben verschiedene Schwerpunkte und Zielgruppen, so dass das entsprechende Seminar passend für den Bedarf wählbar ist, z.B.
AUKOM Stufe 1 beinhaltet die messtechnischen Grundlagen und vermittelt das Basiswissen. Die Inhalte von AUKOM Stufe 1 können auch als kostenloses E-Learning-System bei AUKOM e.V. abgerufen werden. Zitat von AUKOM e.V.: „Das E-Learning-System wurde bis 09/2009 aktualisiert. Es eignet sich dennoch zur unterstützenden Vorbereitung auf AUKOM 1“ [Quelle: AUKOM E-Learning-System]
AUKOM Stufe 2 setzt die bestandene Prüfung von AUKOM Stufe 1. Stufe 2 vermittelt z.B. das Wissen zu Einflüssen auf das Messergebnis (s.o.), Form- und Lagetolerierung und Einsatz von Messstrategien. Stufe 2 ist damit eine sehr gute Grundlage für die Arbeit an einem Koordinatenmessgerät.
AUKOM e.V. bietet außerdem Seminare zu den Themen Oberflächenmesstechnik, Form- und Lagetolerierung und einen Management Workshop an.
Fazit
Es ist wichtig, sich immer wieder bewusst zu machen, was das Messergebnis beeinflusst. Nur so können solide und korrekte Messergebnisse die Fertigung unterstützen und qualitativ hochwertige Produkte gewährleisten. Der wichtigste Einflussfaktor auf die Messergebnisse ist der Bediener. Er kann mit seinem Knowhow und seinem Handeln alle anderen Faktoren zum Positiven oder Negativen beeinflussen.
Die Aus- und Weiterbildung der KMG-Bediener mit Hilfe von Seminaren wie die von AUKOM e.V. sind deshalb in erster Linie eine Investition in die Qualität Ihrer Produkte und der erste Schritt zur Kostenreduzierung in Fertigung und Reklamationsmanagement.
Anmerkung zu den Gewichtungen
Die Gewichtungen stammen von Professor Albert Weckenmann vom Lehrstuhl Qualitätsmanagement und Fertigungsmesstechnik der Universität Erlangen-Nürnberg (vgl.) . Zur Vertiefung der Thematik empfehle ich das folgende Buch, das als Standardwerk in der Koordinatenmesstechnik anzusehen ist:
{kind=link}
„Koordinatenmesstechnik: Flexible Strategien für funktions- und fertigungsgerechtes Prüfen“, Albert Weckenmann (Hrsg.), Hanser-Verlag, 2012