
Für die Messung von rotationssymmetrischen Bauteilen wie Wellen oder Zahnrädern bietet es sich an, ein Messgerät mit einem Drehtisch als 4. Achse zu verwenden. In der Praxis ist das häufig zu sehen bei Rundheitsmessgeräten oder Verzahnungsmessgeräten. Diese Messgeräte sind von Haus aus mit einem Drehtisch ausgestattet.
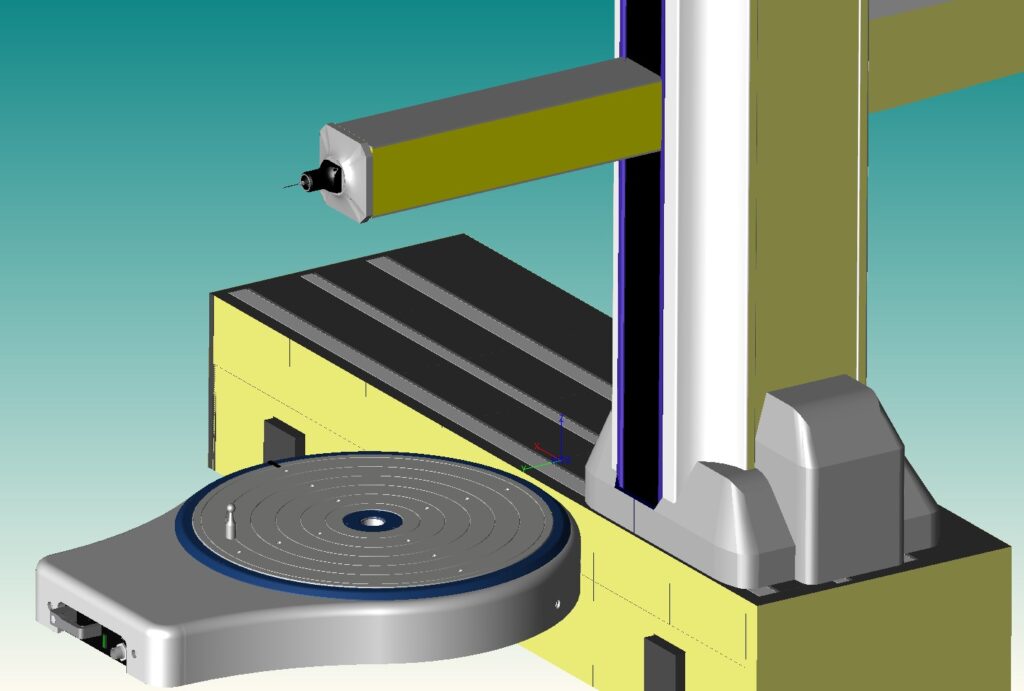
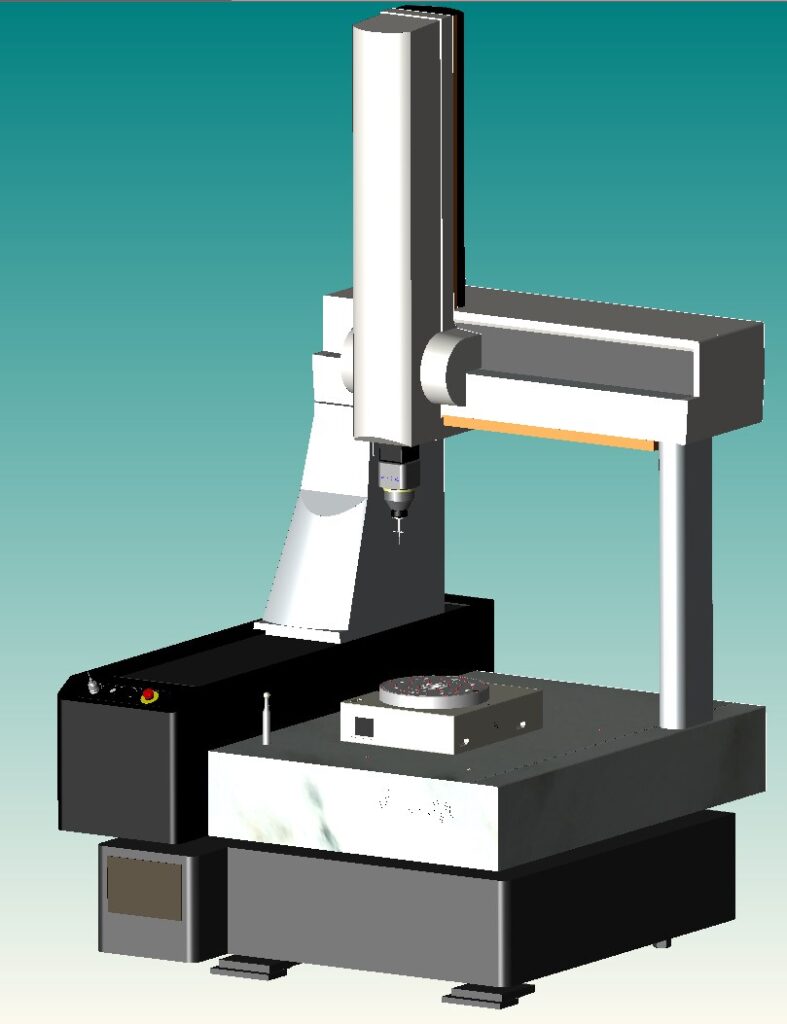
3D-Koordinatenmessgeräte sind für alle Arten von Messaufgaben gedacht, daher ist der Einsatz eines Drehtisches nicht unbedingt notwendig. Wird ein Drehtisch benötigt, kann dieser entweder auf den Maschinentisch aufgesetzt oder in den Maschinentisch eingelassen werden. Der aufgesetzte Drehtisch ist die flexiblere Lösung, reduziert jedoch die zur Verfügung stehende Messhöhe.
Vorteile des Drehtischs
Welchen Vorteil hat die Verwendung eines Drehtisches? Die Messung kann schneller sein im Vergleich zu einer Messung ohne Drehtisch. Das andere Argument kann die Genauigkeit sein. Es stellt sich die Frage, ob die Messung mit oder ohne Drehtisch die genauere ist. Auf der einen Seite bringt die vierte Achse, die durch den Drehtisch hinzukommt, zusätzliche Abweichungen mit sich. Auf der anderen Seite reduziert sich der Messbereich innerhalb des KMG, in dem die Messung stattfindet deutlich. Das führt zu einer Reduzierung der Messunsicherheit.
Rundheitsmessgeräte und Verzahnungsmessgeräte haben aufgrund ihres Aufbaus Vorteile bezüglich der Messunsicherheit im Vergleich zu Koordinatenmessgeräten in Portalbauweise.
Drehtischeinmessung
Bei allen o.g. Messgeräten, die einen Drehtisch verwenden, muss dieser auf jeden Fall eingemessen werden. Das heißt, seine Position und seine Drehachse müssen exakt bestimmt werden. Diese Einmessung muss regelmäßig wiederholt werden. Die Häufigkeit hängt von den Anforderungen an die Genauigkeit und von den Umgebungsbedingungen ab. Als Minimum ist die Einmessung einmal pro Tag anzusehen. Das trifft auch für Koordinatenmessgeräte zu, die in einem klimatisierten Messraum stehen. Sind die Anforderungen an die Genauigkeit hoch oder sind die Umgebungsbedingungen nicht optimal z.B. in Bezug auf die Temperatur, ist die Einmessung des Drehtisches direkt vor der Verzahnungsmessung ein Muss.
Vorgehensweise
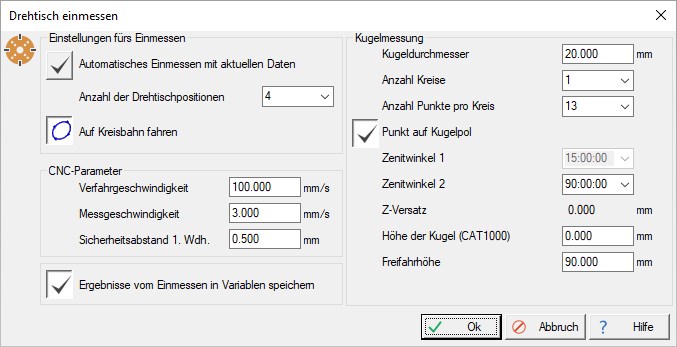
Für die Drehtischeinmessung sollten Sie einen standardisierten und automatisierten Messablauf verwenden. Das heißt, Sie verwenden entweder ein Messprogramm speziell für die Einmessung. Oder Sie verwenden einen Befehl zur Einmessung, die die Software des Messgeräteherstellers zur Verfügung stellt.
Wie bereits erwähnt, wird bei der Einmessung die Position des Drehtisches auf dem KMG-Tisch bestimmt. Außerdem wird die Lage der Drehtischachse ermittelt. Die exakte Kenntnis dieser Kennwerte ist notwendig, um bei der Verzahnungsmessung die Messpunkte korrekt umzurechnen. Ist die Lage des Drehtisches nicht exakt bekannt, kann dies zu relativ großen Abweichungen führen. Deshalb ist das regelmäßige Einmessen des Drehtisches so wichtig.
Vorbereitungen
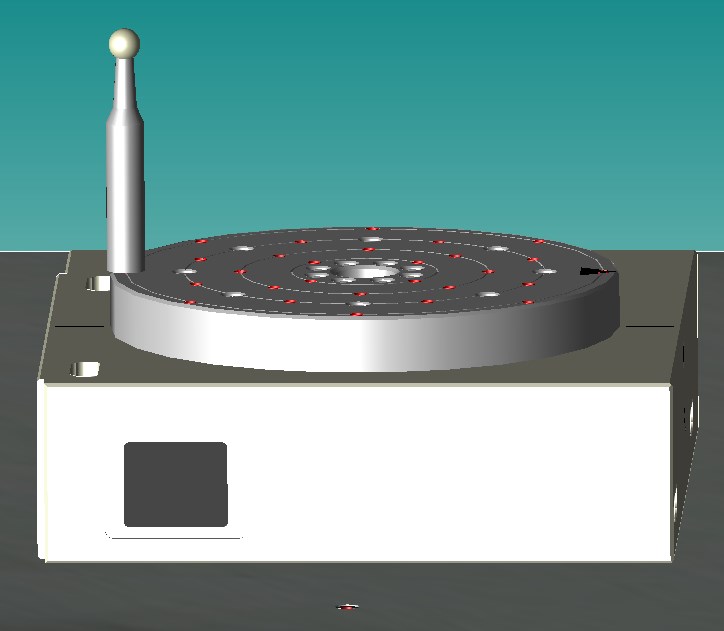
Um einen Drehtisch einzumessen, ist eine kalibrierte Einmesskugel notwendig und ein Messablauf, der die Messdaten erfasst und die aktuelle Drehtischlage ermittelt. Befestigen Sie die Einmesskugel auf dem Drehtisch – möglichst steif, um Abweichungen durch Durchbiegung o.ä. zu vermeiden. Wählen Sie die Position der Einmesskugel möglichst weit außen auf dem Drehtisch.
Beachten Sie die folgenden Punkte, bevor Sie den Einmessvorgang starten:
- Das KMG arbeitet mit einer stabilen Betriebstemperatur,
- Das Tastersystem ist konfiguriert,
- Tastelement und Einmesskugel sind gereinigt,
- Das Messkopfsystem ist eingemessen.
Einmessvorgang
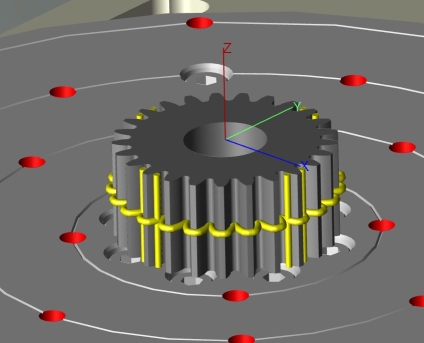
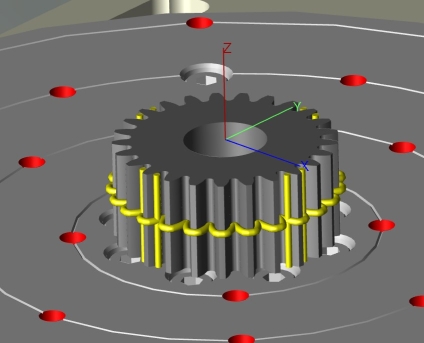
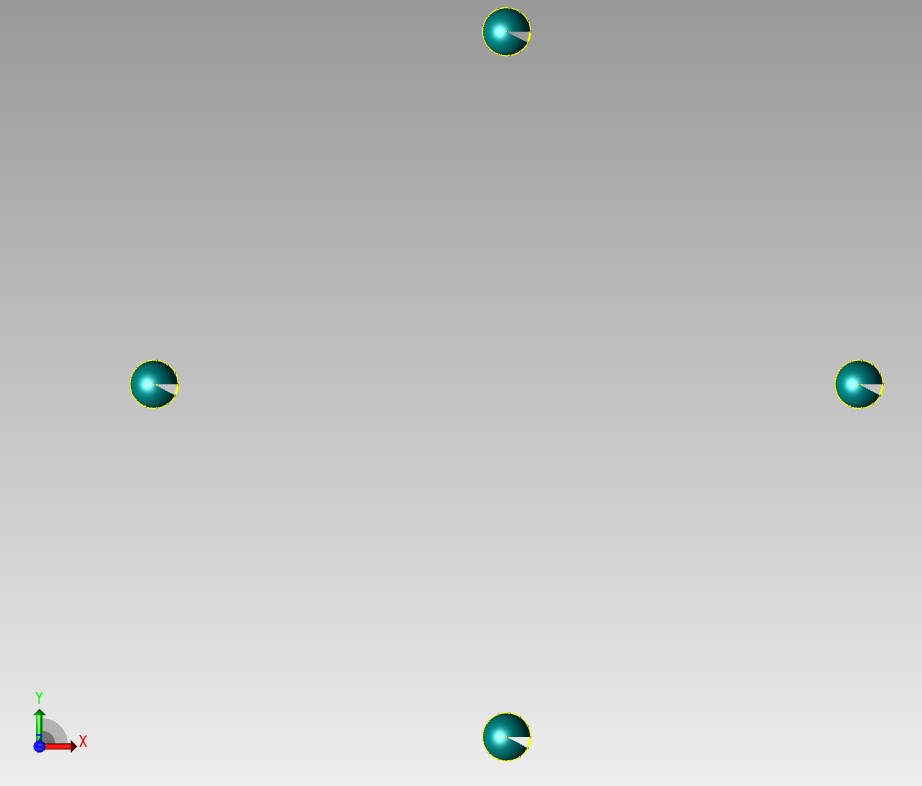
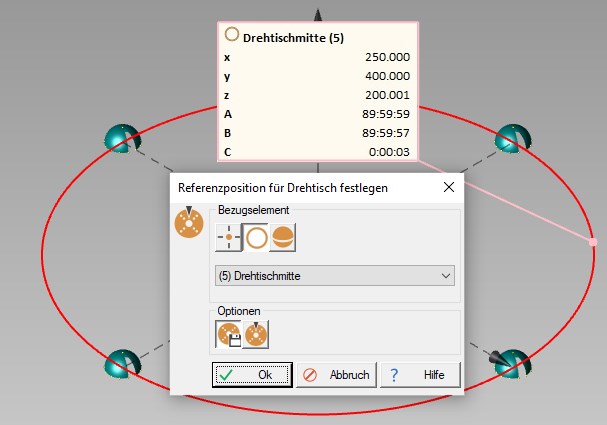
Die Einmesskugel wird während des Einmessvorgangs mehrfach gemessen. Jede Messung erfolgt in einer anderen Winkelstellung des Drehtisches.
Messen Sie die Einmesskugel in mindestens vier verschiedenen Winkelstellungen. Die Kugelmessungen sind aufgrund der Drehtischdrehungen kreisförmig um den Drehtischmittelpunkt verteilt.
Das Messprogramm berechnet aus jeder Kugelmessung den Mittelpunkt der jeweiligen Kugel. Aus den vier Kugelmittelpunkten wird ein Kreis berechnet (ohne Projektion). Der Mittelpunkt des Kreises entspricht der Ist-Position des Drehtisches. Der Kreis hat eine Normalenrichtung, die sich aus den Kugelmittelpunkten ergibt. Sie entspricht der Ist-Richtung der Drehtischachse.
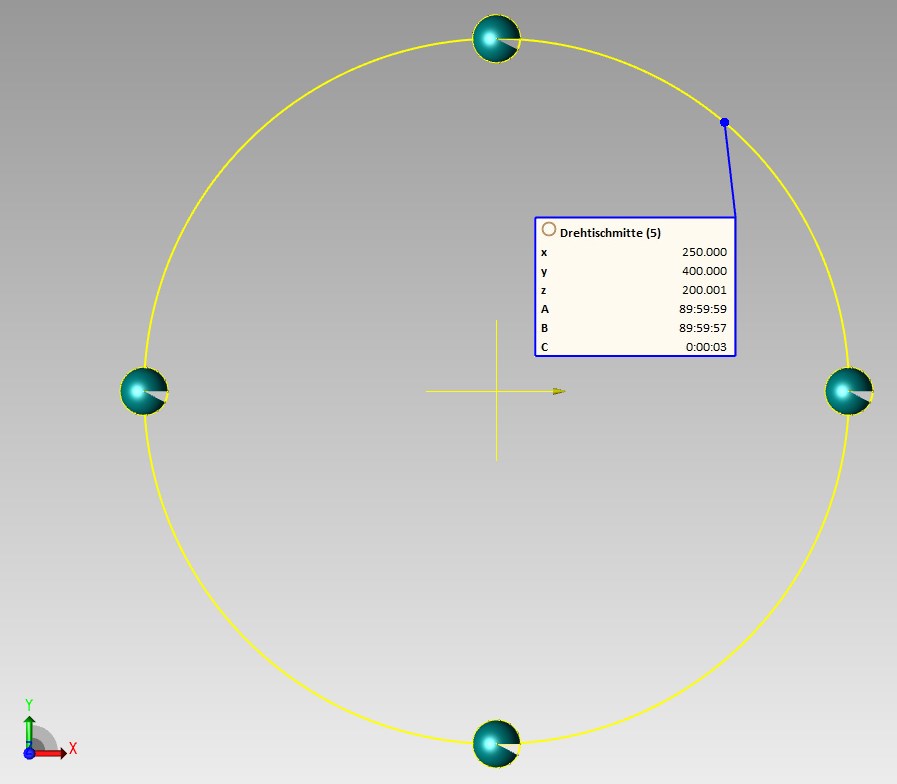
Ist die Drehtischachse nicht parallel zur KMG-Achse, führt dies dazu, dass die gemessenen Kugeln auf unterschiedlichen Höhen liegen. Dies beeinflusst die Normalenrichtung des ermittelten Kreises (s.o. A-, B-, C-Richtung). Das Messprogramm muss schlussendlich die Ist-Position und Ist-Richtung der Drehtischachse abspeichern, damit diese von der KMG-Software für die Verzahnungsmessung verwendet werden kann.
Variationen
Die Drehtischeinmessung kann in einzelnen Aspekten variiert werden:
- Verwendeter Kugeldurchmesser
- Position der Kugel auf dem Drehtisch (radial und Höhe über dem Drehtisch)
- Anzahl der Kugelpositionen, die verwendet werden
- Anzahl der Punkte, mit denen die Kugel gemessen wird
- Messverfahren, mit denen die Kugel gemessen wird: taktil/optisch, Einzelpunktantastung/scannende Messung
ISO 10360-3 bzw. ISO 10360-1 geben entsprechende Hinweise für die Wahl der o.g. Parameter.
Fazit
Der Einsatz eines Drehtisches auf einem Koordinatenmessgerät kann sich lohnen, wenn man vorwiegend rotationssymmetrische Bauteile misst, z.B. Verzahnungen.
Die Messung kann mit Drehtisch schneller durchgeführt werden. Die Messunsicherheit reduziert sich, wenn man entsprechende Sorgfalt bei der Drehtischeinmessung walten lässt.