

Das Koordinatenmessgerät (kurz: KMG) ist das in der Industrie am häufigsten eingesetzte Längenmessgerät, um im Mikrometerbereich zu messen. Warum ist das so?
Vorteil: Universell einsetzbar
Das liegt vor allem daran, dass das KMG universell einsetztbar ist. Es ist nicht auf eine Messaufgabe spezialisiert wie das Rundheitsmessgerät oder auf eine Werkstückart wie das Verzahnungsmessgerät. Mit dem Koordinatenmessgerät können die verschiedensten Bauteile (Zahnräder, Gehäuseteile, Wellen, Turbinenschaufeln usw.) gemessen werden. Es führt dabei die verschiedensten Messaufgaben aus: Längen, Durchmesser, Abstände, Winkel, Form und Lage. Je nach Ausstatung ist mittlerweile sogar die Rauheitsmessung auf dem KMG möglich.
Vorteil: CNC gesteuert
Ein weiterer wichtiger Vorteil ist, dass Koordinatenmessgeräte CNC-gesteuert sind, wodurch die Messung vollautomatisch ablaufen kann. Der Messablauf wird mittels der Messsoftware programmiert. Die freie Programmierung des Messablaufs ist Voraussetzung für den universellen Einsatz. Messgenauigkeit und Wiederholgenauigkeit der Messung ist dadurch deutlich höher als bei einer manuellen Messung.

Zudem kann das KMG dadurch effizienter eingesetzt werden. Während eine Messung läuft, kann die Programmierung eines weiteren Messprogramms parallel dazu erfolgen. Mittels Palettenmessung oder Roboterzuführung kann mit dem Koordinatenmessgerät sogar über Nacht gemessen werden, so dass eine hohe Auslastung erreicht werden kann.
Bauarten von KMGs
Es gibt jedoch nicht das „eine“ Koordinatenmessgerät. Es haben sich über die Zeit vier verschiedene Bauarten von KMGs etabliert. Am häufigsten ist die Portalbauweise.
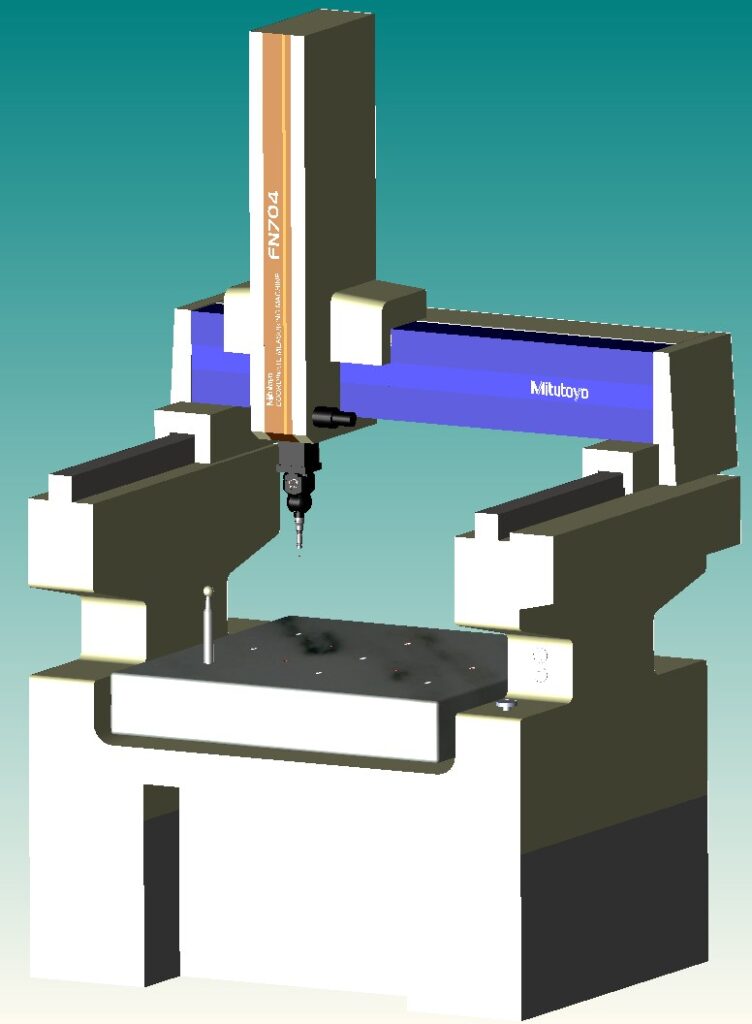
Portalbauweise

Die Portalbauweise ist die gängigste Bauart bei Koordinatenmessgeräten. Der Taster ist an der Z-Achse befestigt. Diese wiederum ist an dem Portal montiert. Die Z-Achse kann den Taster in X-Richtung verfahren entlang der Traverse des Portals. Das Portal ist auf zwei Lagern gelagert und kann in Y-Richtung verfahren. Es ähnelt in seiner Form einem Türrahmen, daher der Name „Portal“.
Koordinatenmessgeräte in Portalbauweise sind deshalb so weit verbreitet, da diese Bauart ein guter Kompromiss aus Genauigkeit, Geschwindigkeit und Preis ist.
Brückenbauweise
Die Brückenbauweise ist eng verwandt mit der Portalbauweise. Auch hier gibt es eine Z-Achse mit Taster, eine Traverse und zwei Auflager. Der Unterschied liegt in den beweglichen Teilen. Bei der Brückenbauweise bewegen sich nur Traverse und Z-Achse. Die Auflager sind unbeweglich.
Der Vorteil der Brückenbauweise ist, dass die bewegte Masse geringer ist. Dadurch ergeben sich eine höhere Geschwindigkeit bzw. eine höhere Genauigkeit im Vergleich zur Brückenbauweise. Außerdem sind aus o.g. Gründen größere Dimensionen bei sehr guter Genauigkeit realisierbar im Vergleich zu Koordinatenmessgeräten in Portalbauweise.
Der Nachteil der Brückenbauweise ist der größere Aufwand für den Bau des KMGs sowie die schlechtere Zugänglichkeit zu dem Messbereich (nur von vorne bzw. hinten, nicht von der Seite).
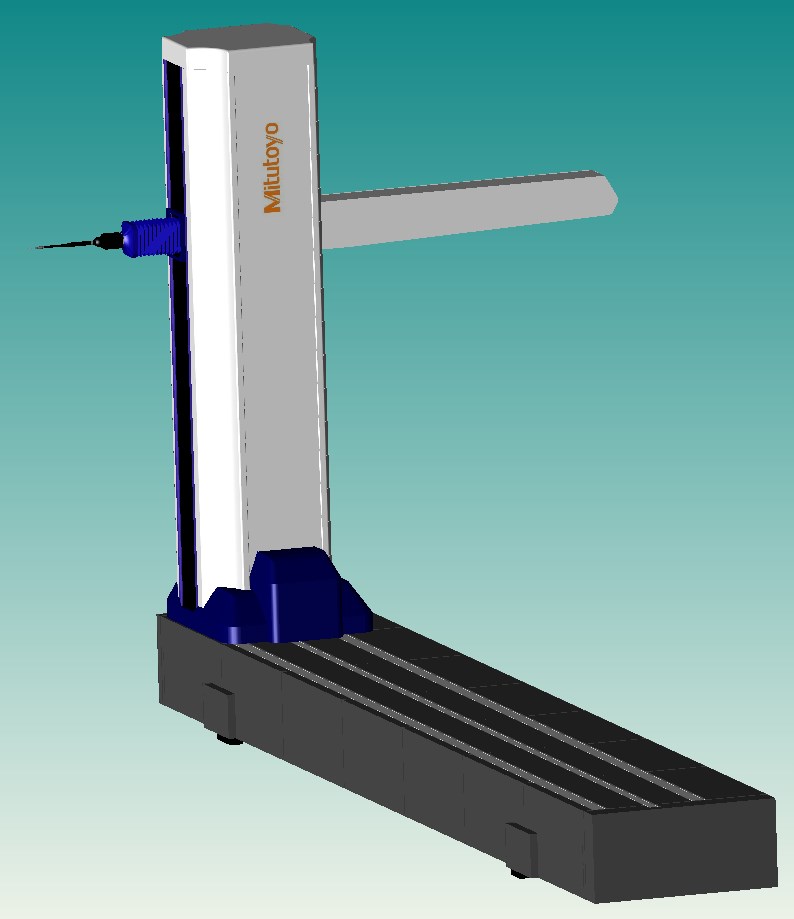
Auslegerbauweise

Die Auslegerbauweise gleicht den Nachteil der Brückenbauweise aus: Sie beitete eine sehr gute Zugänglichkeit (von drei Seiten). Dadurch ist sie bevorzugt eingesetzt, wenn es um die Integration in eine Fertigungsstraße geht.
Sie wird „Ausleger“ genannt, da der Taster nur einseitig an einem Ausleger gelagert ist. Der Taster ist an einer vertikal beweglichen Achse befestigt. Im obigen Bild ist der Grundkörper des Auslegers auf dem Messtisch fixiert. Der Ausleger kann in Y-Richtung verfahren. Die Z-Achse kann entlang des Auslegers in X-Richtung verfahren. Die Ausführung der verfahrbaren Achsen kann variieren (s.u.).
Koordinatenmessgeräte in Auslegerbauweise haben gemeinsam, dass der Messbereich relativ klein ist. Er kann durch einen beweglichen Tisch oder einen integrierten Drehtisch vergrößert werden. Der Ausleger kann nicht beliebig verlängert werden, da ansonsten die Messungenauigkeit deutlich größer wird.
Ständerbauweise
Koordinatenmessgeräte in Ständerbauweise sind eng verwandt zu denen in Auslegerbauweise. Bei beiden Bauarten ist die Traverse nur einseitig gelagert. Bei der Ständerbauweise ist der Taster jedoch an einer horizontalen Achse befestigt. Diese KMG-Art bietet eine sehr gute Zugänglichkeit. Aufgrund der nur einseitigen Lagerung und der Abmaße der von Ständer und Horizontalarm ist die Messungenauigkeit deutlich größer als bei den zuerst genannten Bauarten. Deshalb kommen KMGs in Ständerbauweise vornehmlich zur Messung von großen Bauteilen (z.B. Fahrzeugkarossen) oder großen Blechteilen in Einsatz.
Messpunktaufnahme
In der Regel sind Koordinatenmessgeräte mit einem taktilen Taster ausgestattet. Zur Messpunktaufnahme wird das Werkstück berührend angetastet. Die Messpunkte werden entweder scannend oder als Einzelpunkte aufgenommen. Das Koordinatenmessgerät speichert den Messpunkt als Tastkugelmittelpunkt. Um den Punkt auf dem Werkstück zu erhalten, muss die Software eine Tasterradiuskompensation durchführen.
Koordinatenmessgeräte können auch mit einem optischen Taster ausgestattet sein. Dies kann z.B. eine Kamera oder ein Lasertaster sein.
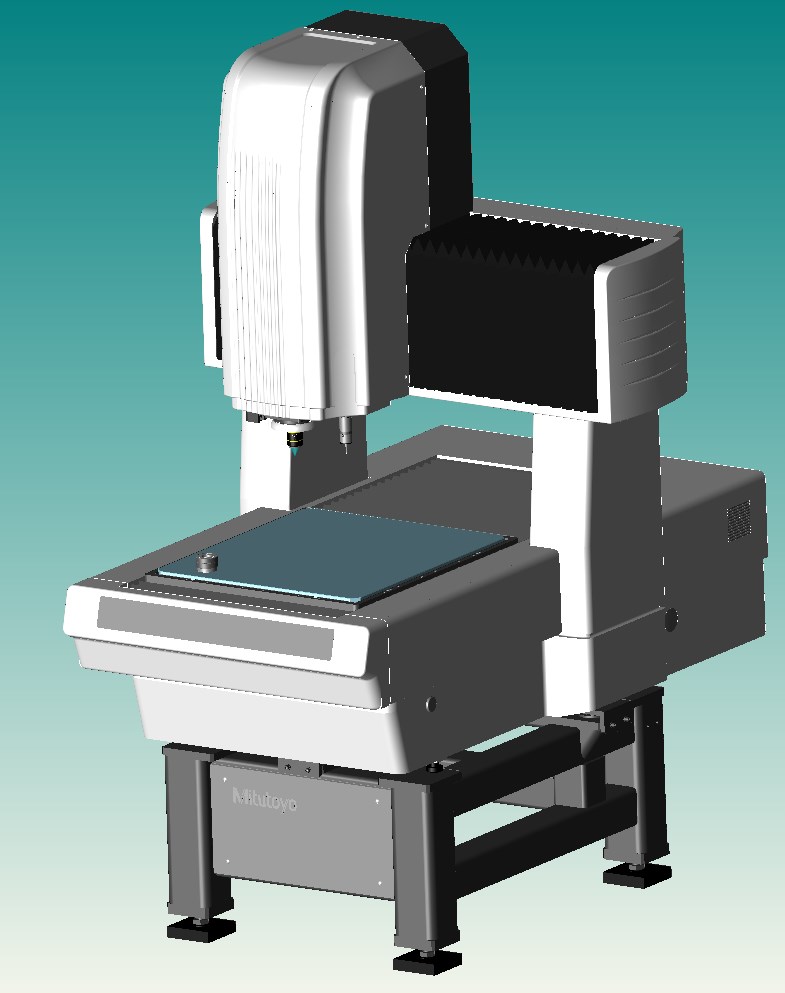
Die optische Messtechnik ist in der Regel von den Lichtverhältnissen und von „optisch-kooperativen“ Werkstückoberflächen abhängig. Werkstückoberflächen dürfen nicht spiegelnd oder durchscheinend sein. Der optische Sensor ist darauf angewiesen, dass das ausgesendete Licht reflektiert wird oder bei der Verwendung von Gegenlicht das Werkstück Lichtundurchlässig ist.
Verfügt ein Koordinatenmessgerät über verschiedene Tasterarten (z.B. taktiler, optischer, Rauheitstaster), spricht man von einem Multi-Sensor-Koordinatenmessgerät.